
Думаете, что если просто «залить» место стыка металлом, то конструкция будет стоять вечно? На самом деле, слишком широкий шов так же опасен, как и слишком узкий. Лишний металл создает внутренние напряжения, которые могут привести к трещинам, а недостаточный размер просто не выдержит нагрузки. Правильная ширина сварочного шва - это баланс между прочностью изделия и расходом материалов.
Главное о ширине шва
- Размер шва зависит от толщины основного металла.
- Для угловых швов ширина обычно равна толщине самого тонкого листа.
- Избыточный металл ведет к деформации детали из-за перегрева.
- Стандарты ГОСТ определяют минимально допустимые значения для разных типов соединений.
Почему нельзя варить «на глаз»
Когда вы берете в руки электрод, возникает соблазн сделать шов пошире, чтобы «было надежнее». Но в сварке работает закон убывающей полезности. Если ширина шва превышает расчетную, в металле накапливаются остаточные напряжения. Представьте, что вы греете одну точку докрасна - металл расширяется. Теперь представьте, что вы разогрели огромную полосу металла. При остывании эта полоса «стянет» всю деталь, и ваш идеально ровный угольник превратится в дугу.
С другой стороны, слишком узкий шов может привести к «непровару». Это ситуация, когда металл лег сверху, но не сцепился с основным материалом на всю глубину. В результате при первой же серьезной нагрузке соединение лопнет по самому основанию.
Базовые правила для разных типов швов
Чтобы понять, какую ширину выбрать, нужно сначала определиться с типом соединения. В большинстве бытовых и строительных работ используются угловые и стыковые швы.
Для угловых соединений (когда одна деталь стоит перпендикулярно другой) существует золотое правило: ширина катета шва должна быть равна толщине самого тонкого из свариваемых элементов. Если вы привариваете уголок 3 мм к швеллеру 6 мм, ваш шов должен иметь ширину около 3 мм. Если сделаете 6 мм, вы просто перегреете тонкий металл, и он может прогореть или повестись.
В стыковых соединениях (когда детали лежат в одной плоскости) ширина шва зависит от подготовки кромок. Если металл тонкий (до 3-4 мм), детали просто прикладываются друг к другу, и ширина шва получается минимальной, равной диаметру электрода плюс небольшие припуски. Если же толщина больше 5 мм, делают разделку кромок - V-образную или X-образную выемку. В этом случае ширина шва в верхней части будет шире, чтобы электрод мог дойти до самого низа стыка.
| Толщина металла (мм) | Тип разделки | Рекомендуемая ширина шва (мм) | Диаметр электрода (мм) |
|---|---|---|---|
| 1-3 | Без разделки | 3-5 | 2.0-3.0 |
| 4-6 | Без разделки / легкая фаска | 6-8 | 3.0-4.0 |
| 7-12 | V-образная фаска | 10-15 | 4.0-5.0 |
| 12+ | Сложная разделка | По расчету (от 15 мм) | 5.0+ |
Как диаметр электрода влияет на ширину
Вы не сможете сделать шов шириной 3 мм, используя электрод 5 мм. Электрод - это не просто расходник, а основной инструмент формирования геометрии шва. Он представляет собой металлический стержень с обмазкой, который при плавлении создает сварочную ванну.
Ширина шва напрямую зависит от диаметра стержня и того, как вы ведете рукой. Если вы ведете электрод строго перпендикулярно, ширина будет примерно равна диаметру сварочной ванны. Если же вы начнете «рыскать» (делать зигзагообразные движения), шов станет шире. Это полезно при заполнении глубоких фасок, но опасно при сварке тонких листов, так как увеличивается зона термического влияния.
Практические советы по контролю ширины
Если вы не профессиональный технолог и у вас нет перед глазами чертежей по ГОСТ - государственный стандарт, определяющий требования к качеству и размерам сварных соединений в РФ , используйте несколько простых приемов:
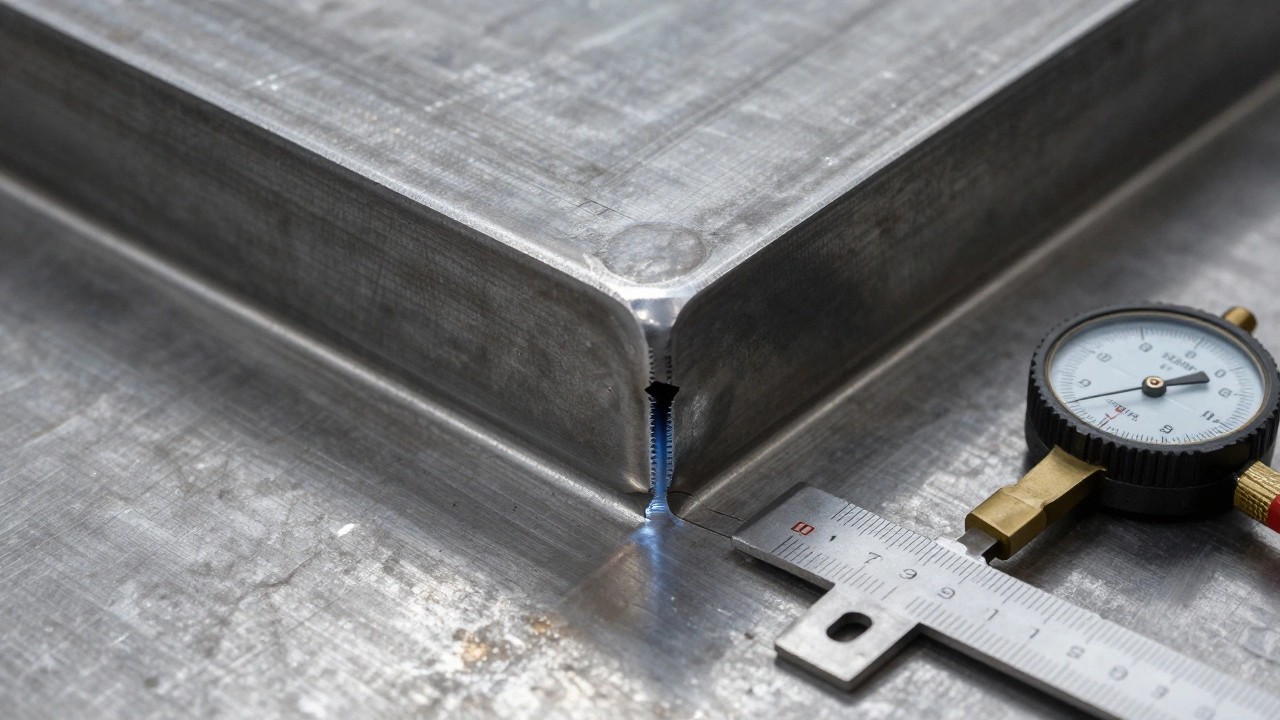
- Сварочный шаблон. Купите или сделайте простой шаблон-линейку. Это поможет контролировать катет шва в реальном времени.
- Метод прихваток. Расставьте прихватки чаще. Они не только держат детали, но и служат маркерами: если прихватка получилась слишком широкой, значит, вы перегреваете металл.
- Следите за сварочной ванной. Ширина шва формируется жидкостью. Если ванна «растекается» слишком сильно, значит, ток завышен или угол наклона электрода слишком острый.
Ошибки, которые делают новички
Самая частая ошибка - попытка «замазать» щель между деталями широким швом. Если между заготовками зазор больше 2-3 мм, попытка просто залить его металлом приведет к тому, что шов будет выглядеть как «колбаса». Он будет широким, но внутри окажутся пустоты и шлаковые включения.
Правильный подход: если есть большая щель, нужно либо сменить метод сварки, либо сделать несколько проходов. Первый проход - корневой (заполняем корень), затем очистка от шлака, и только потом накладываем облицовочный слой. Ширина облицовки должна быть чуть больше ширины корня, чтобы создать надежный «замок».
Взаимосвязь с другими параметрами
Ширина шва не живет сама по себе. Она тесно связана с силой тока и скоростью сварки. Если вы увеличиваете ток, сварочная ванна становится более жидкой и широкой. Если вы двигаетесь слишком медленно, металл успевает растечься в ширину, что опять же ведет к перегреву и деформации.
Для идеального шва используйте формулу: умеренный ток + стабильная скорость + правильный диаметр электрода. Например, для стали 4 мм при использовании электрода 3 мм, ток в районе 90-110 Ампер позволит получить аккуратный шов шириной 6-8 мм без лишних подтеков.
Можно ли сделать шов шире, чем указано в чертеже?
Не рекомендуется. Избыточный металл увеличивает вес конструкции и создает внутренние напряжения. В промышленном строительстве за «перебор» по ширине шва могут заставить переделывать работу, так как это считается нарушением технологии.
Что делать, если шов получается слишком узким?
Попробуйте немного увеличить амплитуду колебаний электрода (движения влево-вправо) или немного снизьте скорость перемещения вдоль шва. Также проверьте, не слишком ли мал диаметр электрода для данной толщины металла.
Как влияет ширина шва на прочность?
До определенного предела увеличение ширины увеличивает площадь сцепления, что повышает прочность. Однако после достижения расчетного размера дальнейшее расширение шва не добавляет прочности, но увеличивает риск появления трещин при остывании из-за перегрева.
Какая ширина шва считается нормой для бытовых работ?
Для большинства простых конструкций (заборы, стеллажи) нормой считается шов, ширина которого равна толщине свариваемого металла (для угловых соединений) или составляет 1.5-2 диаметра электрода (для стыковых).
Нужно ли зачищать шов, если он получился слишком широким?
Зачистка болгаркой уберет лишний металл с поверхности, но она не снимет внутренние напряжения, возникшие при перегреве. Поэтому лучше сразу варить правильно, чем исправлять геометрию шлифованием.
Что делать дальше
Если вы только осваиваете сварку, не пытайтесь сразу варить ответственные узлы. Возьмите несколько обрезков металла одинаковой толщины и попробуйте сделать три варианта шва: один нарочито узкий, один по стандарту, и один избыточно широкий. После этого аккуратно попробуйте согнуть или сломать их - вы увидите, где металл повело, а где соединение осталось стабильным.
Для тех, кто хочет двигаться дальше, рекомендую изучить тему «Техника наложения многослойных швов». Это поможет вам работать с толстым металлом, где один проход физически не может обеспечить нужную ширину и глубину провара.





